


![3P$9~05$7WV_%41P[SB3]U8.jpg](https://img.kechuang.org:81/r/241747?c=resource)
![5(@1R]A3%VIW%YIVY2H}6)Y.jpg](https://img.kechuang.org:81/r/241748?c=resource)




![E`PQKVZ]F@QJCF%{SHW[`GM.png](https://img.kechuang.org:81/r/241776?c=resource)
![$HB1%]HJ~IT9X9VMOJIKN@M.jpg](https://img.kechuang.org:81/r/241737?c=resource)
![6KNVKNUN@9MJ]9N4$AR%GNC.png](https://img.kechuang.org:81/r/241777?c=resource)
![S$X7I]S6CMZ)Z3[{8}}FZS6.jpg](https://img.kechuang.org:81/r/241759?c=resource)


![]2QK@QJP__JK}3%H$`[4}3T.jpg](https://img.kechuang.org:81/r/241741?c=resource)
![_`@(6BPG~JOHC]HUNA9CWLO.jpg](https://img.kechuang.org:81/r/241742?c=resource)

![A%)`0CI_N670Y@MR_J_T]S9.jpg](https://img.kechuang.org:81/r/241750?c=resource)
![E]W5%B)C$TF}5THXL2YY(8K.jpg](https://img.kechuang.org:81/r/241751?c=resource)
![Z%15]6%14$B(N~42FH558}R.jpg](https://img.kechuang.org:81/r/241761?c=resource)
![IUPOC[UD5Y7XP8KH4C{Q]6G.jpg](https://img.kechuang.org:81/r/241755?c=resource)
![ZF(}03{ZS0U]05F~RMEET7M.jpg](https://img.kechuang.org:81/r/241762?c=resource)
![F)G1]8DY}JY6{B@(JF)(LJO.jpg](https://img.kechuang.org:81/r/241752?c=resource)


![CIMHC5{D]F5%S0J_7PR1MCN.jpg](https://img.kechuang.org:81/r/241779?c=resource)

![{1J~INNM4]Q9}OF[4%PL55K.jpg](https://img.kechuang.org:81/r/241744?c=resource)

![CIMHC5{D]F5%S0J_7PR1MCN.jpg](https://img.kechuang.org:81/r/241783?c=resource)



![MOT9D5A35L}(JP{4%S0]PK5.jpg](https://img.kechuang.org:81/r/241787?c=resource)
![5PSNM(B4LLRUTL4K`H]XX3R.jpg](https://img.kechuang.org:81/r/241788?c=resource)

![F_KZ1QEEF{YMWU9X]_{LFPM.jpg](https://img.kechuang.org:81/r/241790?c=resource)
![W~O(CY@ZRW9@31%ZO3OG]LY.jpg](https://img.kechuang.org:81/r/241791?c=resource)
![5[}481_Q_K7NX}SE]ZX0A{Q.jpg](https://img.kechuang.org:81/r/241792?c=resource)




![LVF]18[H]PZDTSTIX@4R9CN.jpg](https://img.kechuang.org:81/r/241797?c=resource)

![6EU)G7YS816MWA4]W(90ELY.jpg](https://img.kechuang.org:81/r/241799?c=resource)

![$]%JJW(`O0DBOOLELB~OLW3.jpg](https://img.kechuang.org:81/r/241801?c=resource)
![6(6@99B@}9K%IB(3]}Y7W9T.jpg](https://img.kechuang.org:81/r/241802?c=resource)
![`JG}1]~{)}O@QR4AAPUOIZJ.jpg](https://img.kechuang.org:81/r/241803?c=resource)
![X0MKYXH96]V8966UIRP4HUV.jpg](https://img.kechuang.org:81/r/241804?c=resource)
![AX]14A(BA0]XO8GZUOO9X1K.jpg](https://img.kechuang.org:81/r/241805?c=resource)
![2]HE0}_X{FVI5WKW1P~J~R9.jpg](https://img.kechuang.org:81/r/241806?c=resource)
![]1AQ62CN{((K7RB2G0RNLP6.jpg](https://img.kechuang.org:81/r/241807?c=resource)





![0SJ(BCN4FTC}B2W~]Q8C2[4.jpg](https://img.kechuang.org:81/r/241813?c=resource)




![]P0Y7TB178S{Q@RG_3RB_)S.jpg](https://img.kechuang.org:81/r/241818?c=resource)

![]{`(AMZDSYGIJS~L1FXDN5J.jpg](https://img.kechuang.org:81/r/241820?c=resource)






![QAD[YNZF`QU}L%T9]N2(}85.jpg](https://img.kechuang.org:81/r/241827?c=resource)
![]82JJNB%ULB)R5X}62)WY1Q.jpg](https://img.kechuang.org:81/r/241828?c=resource)


我的下一步计划:kc最大长径比的rnx金属机
![(Q~(RBGR~P[4_EMR[A$~WGF.png]()
![UE5YK@O)DODUM{7OYDM08~Q.png]()
![GQK)[QZ{(3`$SYF@HS6CRQW.png]()
![X_WF8HUHP]T%FMWK~@3}DPI.jpg]()
![][]Q}P~W3~F(6J[)3SPG[4Q.jpg]()
![F4IEA$`N6C]5R319E)YYC(V.jpg]()
![8@ZQY`LM4B0M86$K{$@T209.jpg]()



![X_WF8HUHP]T%FMWK~@3}DPI.jpg](https://img.kechuang.org:81/r/241833?c=resource)
![][]Q}P~W3~F(6J[)3SPG[4Q.jpg](https://img.kechuang.org:81/r/241834?c=resource)
![F4IEA$`N6C]5R319E)YYC(V.jpg](https://img.kechuang.org:81/r/241835?c=resource)



![8C(35(PX%EBTLH]U$LN7A46.png](https://img.kechuang.org:81/r/241749?c=resource)
[修改于 10年4个月前 - 2015/05/02 12:55:49]
引用 法larry:是刀头被磨平了,我买的是黑色刀,最后刀尖变成白色
钻孔是靠扭力,不是靠转速的,你下次试下低速,效果会跟好
引用 20!不曾存在:全部数据已经发过,可能是有点乱,我再改下
给试验数量点赞,就看数据了
引用 20!不曾存在:数据整理完毕(原本都有,发帖时竟然原本整理好的数据混乱了)
给试验数量点赞,就看数据了
引用 kc276644985:扩张段的话,就不好算冲刷了(这个,越冲刷,喷喉长度就会越大),同时还得照顾湿法(湿法没法做扩张)
楼主看看这个喷管怎么样。综合楼主的建议,用湿法堵漏王做,陶瓷管做喉衬,14.6度扩张半角。制作速度相当快,5分钟一个。
其实用烧制的陶制喷管很好,不用陶瓷管做喉衬都很难被冲刷,重量相对其它几种材料也是最轻的【纸喷管除外】,...
引用 h13:楼主能不能提下您湿法混合,水和堵漏王的比例?
扩张段的话,就不好算冲刷了(这个,越冲刷,喷喉长度就会越大),同时还得照顾湿法(湿法没法做扩张)
烧制陶瓷的话,我开始做时,你还没发帖
直接坐在里面气密性会好很多,烧制的话,气密性不会太好
引用 kc276644985:湿法的技术是看刘上的帖子的,网址也发了,水和堵漏王的具体比例找度娘,他的很全面
楼主能不能提下您湿法混合,水和堵漏王的比例?
在之前的讨论里已经提到过一种很好的解决喷管的气密性的方法过了。
楼主要是能把您不同材料做的喷管照片发出来看一下就好了,参考下~
楼主可以测试一下陶制喷管嘛,既然都搞这么多了。
引用 2949640977:内啥,请问您是用什么冲刷的,用rnx拉出来溜溜
本人常用的是三种不同的堵漏王,水不漏按1;1;1混合,加少水微湿至可以挤压(像湿泥一样),计算,用纸卷出拉喷模具,中间填充纸和502,外面透明胶防水。将刚才的材料用力压制成拉喷。效果超好,完全不烧蚀,硬度大,类似混凝土。那三种材料各有特点,...
引用 h13:Rap kn系列,因为一直用这两种,其它没试过
内啥,请问您是用什么冲刷的,用rnx拉出来溜溜
引用 h13:刀头过热了,容易磨平磨断
是刀头被磨平了,我买的是黑色刀,最后刀尖变成白色
引用 法larry:恩,但是的确不耐用
刀头过热了,容易磨平磨断
引用 kc276644985:陶瓷烧制都会有体积收缩的,大概在10%那样,应该可以选用薄壁的管子或内径更大的管子做模,烧了之后应该就合适了,再用农机胶粘上,密封就很好了。我现在也在考虑陶瓷喷管,等看点陶瓷烧造的书以后再说...
楼主能不能提下您湿法混合,水和堵漏王的比例?
在之前的讨论里已经提到过一种很好的解决喷管的气密性的方法过了。
楼主要是能把您不同材料做的喷管照片发出来看一下就好了,参考下~
楼主可以测试一下陶制喷管嘛,既然都搞这么多了。
引用 FROZEN巨擘:那个因为酒精喷的温度不够,烧制时间也不够,所以不能算是烧成陶瓷了。体积收缩和陶泥的含水量有关。我最近用了一种新方法来制喷管效果不错。把陶泥晒干后,用打粉机打成粉末,用喷壶略微喷一点水使它有粘合能力,然后用30T的千斤顶和钢制模具一次成型。成型后用酒精喷灯烧制,品质比之前做的要好得多,解决了喷管结构完整性的问题以及收缩问题。下一步就是要买个小型电窑,彻底把陶泥烧制成白色的陶瓷。
陶瓷烧制都会有体积收缩的,大概在10%那样,应该可以选用薄壁的管子或内径更大的管子做模,烧了之后应该就合适了,再用农机胶粘上,密封就很好了。我现在也在考虑陶瓷喷管,等看点陶瓷烧造的书以后再说...
引用 kc276644985:家里有小孩的表示奶粉罐底下打洞,然后往里面加烧烤碳~陶泥球直接扔进去,烧完了一罐碳,那真的就是陶瓷了,表示参照这帖子里的https://www.kechuang.org/t/66512,
那个因为酒精喷的温度不够,烧制时间也不够,所以不能算是烧成陶瓷了。体积收缩和陶泥的含水量有关。我最近用了一种新方法来制喷管效果不错。把陶泥晒干后,用打粉机打成粉末,用喷壶略微喷一点水使它有粘合能力,然后用30T的千斤顶和钢制模具一次成型。成...
引用 mark42:您烧出来的真的是白色的陶瓷吗?貌似需要1300-1400度,而且要烧好长时间才可以。
家里有小孩的表示奶粉罐底下打洞,然后往里面加烧烤碳~陶泥球直接扔进去,烧完了一罐碳,那真的就是陶瓷了,表示参照这帖子里的https://www.kechuang.org/t/66512,
引用 h13:表示现在都用环氧直接湖
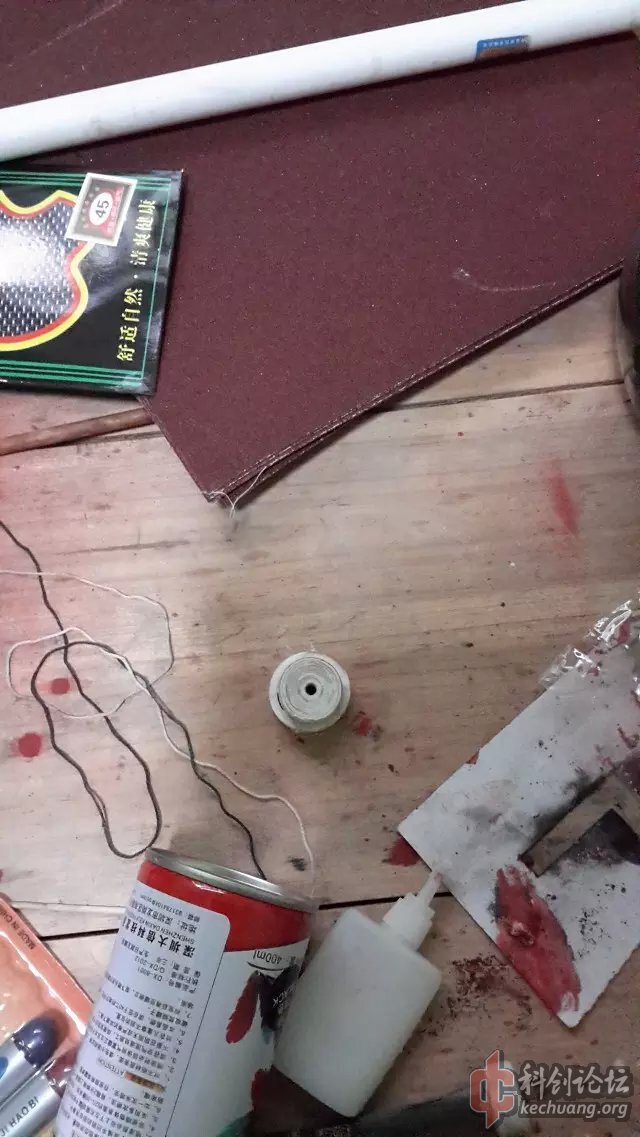
@mark42 是的,给你个撬门,模具不用打磨(不是砂纸打磨模具,是模具打磨砂纸),用200目rnx给糊平,就行,顺便弄个脱模活塞,就是图中的那个。
至于石膏翻模,不要用湿的石膏浇筑,要用干的石膏配合活塞粉压,脱模,加水,就行,至于想用金属...
引用 静观&琪变:如果是压制的话,建议用E44+T31
请问一下楼主,RNX的环氧树脂及固化剂用哪一型的比较好?
引用 357840170:本贴是关于各种材质喷口,各种做法的对比试验,你可能听不懂什么是湿法,干法。
哦哟,楼主666.最为刚高考好的我打算这个假期研究火箭了,,,,求楼主发些喷口的做法,我以前的堵漏王加ab胶几乎次次会被喷掉
引用 h13:至于细致的做法,得看你自己了。
@香皂火箭q
湿法是指按liushang100的方法做的喷口,先把东西(如:堵漏王)合水混好,再做到管子里,再插洞
干法是指用我的模具,把粉状东西压实,退出模具,在加水
引用 2211wk:工艺的话,得请教@kc276644985
弱弱地问一句:学校门口买的那种陶艺泥+陶瓷管可以吗
引用 2211wk:可以。别买彩色的,别买油泥就行。如果是要放在电窑里烧陶瓷的话,在网上那种“高龄土”比较靠谱。
弱弱地问一句:学校门口买的那种陶艺泥+陶瓷管可以吗
引用 h13:lz我做过400:1000的。。。
我的下一步计划:kc最大长径比的rnx金属机
引用 1030879430:泵200 管+表+邮费100 共300
真空汞买了多少米?
引用 FormulaX:25倍,不错啊
lz我做过400:1000的。。。
引用 h13:无语了。。。我数都打错了楼主居然能看出来。。。是40:1000mm.。。。我用的石墨喷。。。可把我坑死了。。。我的石墨品种不对,还没发但是估计烧蚀感人。。。准备镀个层不知道行不行。。。实在不行包层铝。。。
25倍,不错啊
烧食燃烧怎么解决?
因为我解决不了烧食 再加上模具已经报废,又不想用304了,正好改成20倍的
改成1m的
引用 h13:憋急你是说燃烧室烧蚀吗?我好像理解错了。。。
25倍,不错啊
烧食燃烧怎么解决?
因为我解决不了烧食 再加上模具已经报废,又不想用304了,正好改成20倍的
改成1m的
引用 FormulaX:药柱燃烧面的烧蚀(侵蚀)燃烧
憋急你是说燃烧室烧蚀吗?我好像理解错了。。。




















200字以内,仅用于支线交流,主线讨论请采用回复功能。